




我们为您准备了冷拔六角钢16Mn方钢库存充足产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:贵州黔东南冷拔六角钢16Mn方钢库存充足的图文介绍
鑫泽金属制品(黔东南市分公司)一直视 热轧扁钢产品质量为企业生存之本,并注重 热轧扁钢产品的改良与创新。除了对质量方面严格把关,服务也是我们的一大特色,我们深信好的 热轧扁钢产品加好的服务,才能让企业更稳健地成长,成为客户心中值得信赖的 热轧扁钢品牌。 热轧扁钢的尺寸、材质、颜色均可定制,期待您的详询!


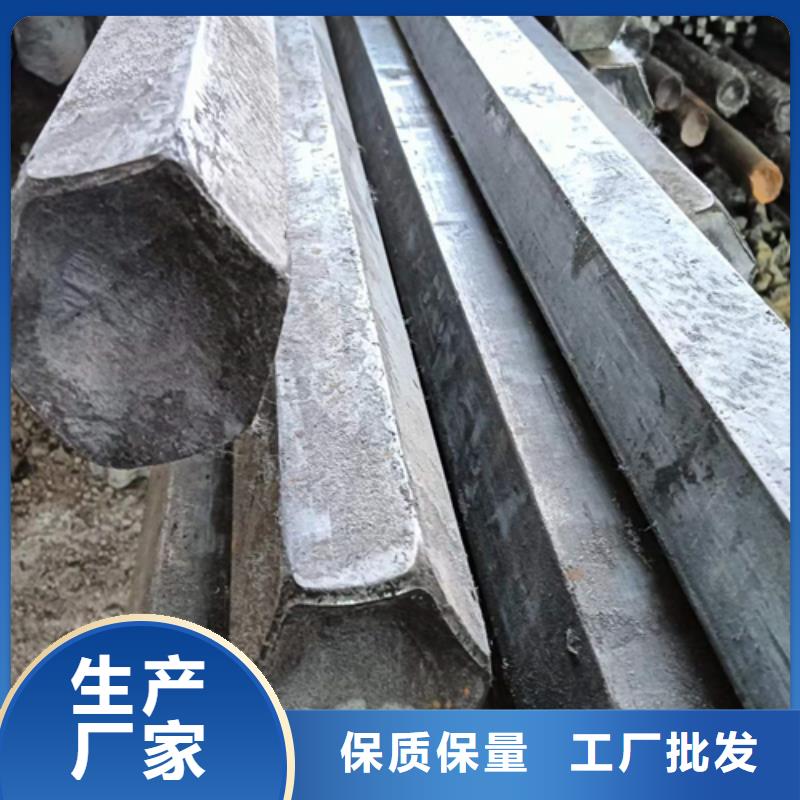
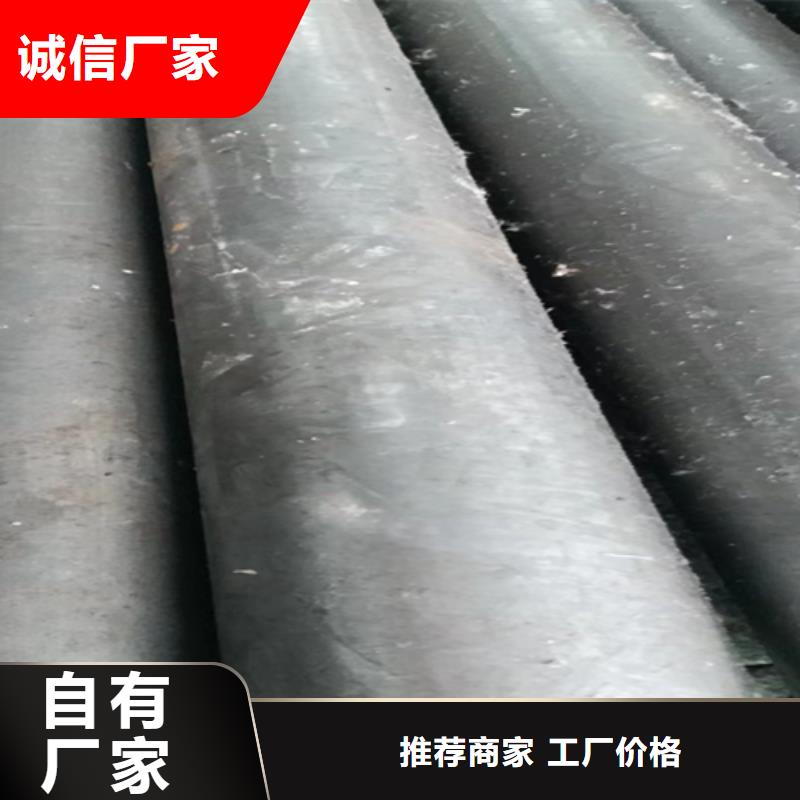
冷拔六角钢规格6mm-80mm冷拔六角钢规格:Ф4.5—Ф70材质:45#,A3,20Cr,40Cr,20Crmo,40Crmo,20Mn2A,42Crmo,20Mnsi,35Crmo,HG3,Q21冷拔圆钢5,Q235,B16,25Cr2mova,60Si2MnA,55CrsiA,16mn,40mn等等,可定制选择。无论是冷拔六角钢还是圆钢,其形状都是圆的,冷拔六角钢表面非常光滑,其机械性能高,由于尺寸精度很高,所以可以不加工而直接使用。冷拔六角钢产品优点:规格形状多样性通过设计不同形状的模具,生产出不同截面形状和不同规格公差的冷拔钢。角度可以设计成直角或圆角。高度采用优质硬质合金模具,并配有专业人员维修模具,确保准确、一致的公差。表面光滑先进的冷挤压工艺使冷拉钢材表面光滑、光亮。对于冷拉半圆钢的硬度的检测的话,它是可以直接的带来一个软硬程度的概念的,所以对于冷拉扁钢的话,也是准确的衡量扁钢软硬的一个依靠的依据。但是对于冷拉扁钢的话,它并不是一个比较单纯的物理或者是力量学,对于它来讲的话,它的弹性、塑性,还有就是形变化率的方面的话,它的硬度指标也是不一样的。对于冷拉半圆钢来讲的话,它的硬度的话是容易检测出来的一种性能,对于它的硬度的话,其实是取决于扁钢的材质,还有就是组织结构。一般的话,对于我们的检测的话,是不会对它的金属进行损坏的,我们可以直接的在成品或者是半成品之间进行有效的检测圆钢。对于冷拉半圆钢来讲的话,它的硬度的话,是不会受物体大小,还有就是脆韧的限制的,这也算是我们的冷拉扁钢的钢硬度检测的优点中比较重要的一点。对于扁钢的硬度的检测的方式来讲的话,它是有布氏硬度法、洛氏硬度法,还有就是维氏硬度法以及显微氏硬度法等许多的方式。






山东鑫泽金属冷拔六角钢、冷拔方钢、冷拔扁钢、冷拔圆钢、冷拔光圆、冷拔椭圆钢、冷拔半圆钢、冷拔三角圆钢、冷拔异型钢等,特殊形状和材质另议订做。冷拉钢冷拉钢是在常温条件下,以超过原来钢筋屈服点强度的拉应力,强行拉伸钢筋,使钢筋产生塑性变形以达到提高钢筋屈服点强度和节约钢材为目的。1简介冷拉钢是利用冷挤压技术,通过的模具,拉出各类高精度、表面光滑的圆钢、方钢、扁钢、六角钢及其它异型钢。钢筋冷拉概念:以节约钢材、提高钢筋屈服强度为目的,以超过屈服强度而又小于极限强度的拉应力拉伸钢筋,使其产生塑性变形的做法叫钢筋冷拉。2用途产品广泛应用于:机械设备:木工机械、陶瓷机械、造纸机械、玻璃机械、食品机械、建筑机械、塑料机械、纺织机械、千斤顶、液压机等;电器产品部件:电机轴、风扇轴、缝纫机轴等;家具:特别是出口金属家具,如茶几、椅子、户外家具;金属器具:园林工具、烧烤炉网架、螺丝...、防盗锁等;小五金零配件:如导轨、机键、螺母、螺丝、圆钉、六角钉、八角钉以及各种不同规格标准件等;汽车、摩托车零配件等。山东鑫泽金属冷拔六角钢、冷拔方钢、冷拔扁钢、冷拔圆钢、冷拔光圆、冷拔椭圆钢、冷拔半圆钢、冷拔三角圆钢、冷拔异型钢等,特殊形状和材质另议订做。



通常来讲,不论是何种物品,在进行操纵的过程当中,都有诸多的注意事项。接下来为大家介绍的内容是——冷拔六角钢操作时的注意事项都有哪些?1、冷拔钢冷拔前应对原材料进行要的查验。对钢号不明或无出厂证明的钢材,应取样查验。遇截面不规整的扁圆、带刺、过硬、湿润的钢筋,不得用于拔制,避免损坏拔丝模和影响质量。钢筋冷拔前经轧头和除锈处理。除锈设备能够利用拔丝机卷筒和盘条转架,其间,设3~6个单向错开或上下交错摆放的带槽剥壳轮,钢筋经上下左右重复曲折,即可除锈。亦可运用与钢筋直径根本相同的废拔丝模以机械方法除锈。2、为便利钢筋穿过拔丝模,钢筋头要轧细一段(长150~200 mm),轧压至直径比拔丝模孔小0.5~0.8 mm,以便顺利穿过模孔。为减少轧头次数,可用对焊方法将钢筋连接,但应将焊缝处的凸缝用砂轮锉平磨滑,以维护设备及拉丝模。3、在操作前,应按惯例对设备进行查看和空载运转一次。装置拔丝模时,要分清正反面.装置后应将固定螺栓拧紧。4、为减少拔丝力和拔丝模孔损耗,抽拔时须涂以润滑剂。一般在拔丝模前装置一个润滑盒,使钢筋黏滞润滑剂进入拔丝模。5、拔线速度宜控制在50~70 m/min。钢筋连拔不宜超越3次.如需再拔,应对钢筋内应力,采用低温(600℃~800℃)退火处理使钢筋变软。加热后取出埋入砂中,使其缓冷,冷却速度应控制在150℃/h以内。6、拔丝的成品,应随时查看砂孔、沟痕、夹皮等缺陷,以便随时替换拔丝模或调整转速。
